اکستروژن معکوس
در این روش قالب متحرک است و به سمت اهرم حرکت میکند. فلز با نیرو در جهت مخالف حرکت سنبه از طریق خلاء جریان مییابد. در این روش به دلیل اینکه شمش به درون محفظه قالب حرکت نمی کند، اصطکاک بین شمش و قالب وجود ندارد. محدودیت این روش در تحمل پایین و استحکام کم سنبه است.
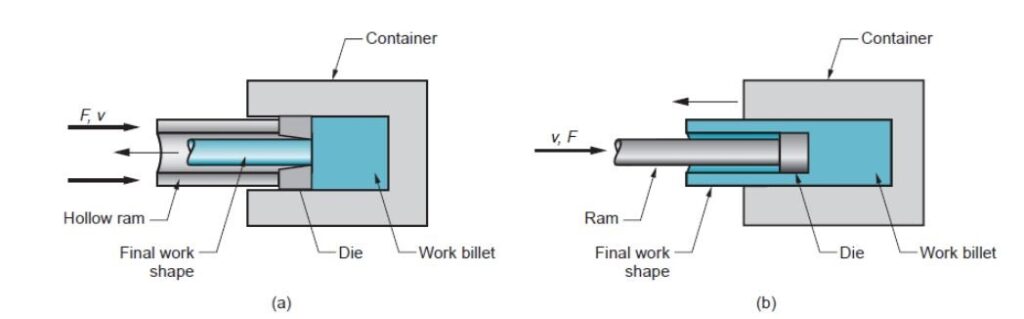
نام دیگر این روش، اکستروژن غیر مستقیم است. در این روش، جهت حرکت سنبه و محصول خلاف یکدیگر است. در واقع در این روش قالب است که با فشار به درون ماده مذابی که درون یک محفظه بسته قرار گرفته است، باعث شکل گرفتن محصول نهایی میشود. اکستروژن معکوس اغلب برای تولید محصولاتی از جنس آلیاژهای پراستحکام با کاربردهای خاص استفاده می شود. استفاده از این روش برای ساخت میلگرد و مقاطع و لولهها صرفه اقتصادی بیشتری دارد.
به دلیل کاهش چشمگیر اصطکاک، نیروی لازم برای انجام فرایند در این روش حدود ۲۰ تا ۳۰ درصد کمتر از روش مستقیم است و دمای سطح شمش یا بیلت به شکل ناخواسته افزایش پیدا نمیکند. همچنین، با استفاده از این روش میتوان قطعات نازکتری تولید نمود. در مقابل، امکان خنک کاری محصول پس از خارج شدن از قالب به شکل محدودتری وجود دارد و ممکن است سطح خارجی محصول کیفیت پایینتری نسبت به روش مستقیم داشته باشد.
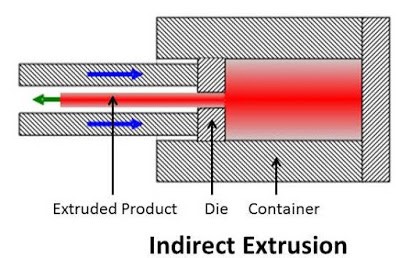
روش اکستروژن غیر مستقیم
عیوب ناشی از فرآیند اکستروژن
با توجه به تغییر شکل قابل توجه مربوط به عملیات اکستروژن، تعدادی از عیوب ممکن است در محصولات اکسترود شده رخ دهد. که این عیوب عبارتاند از:
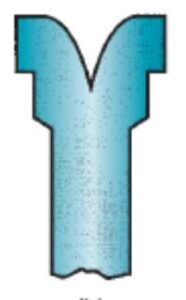
- انفجار مرکزی (centerburst): این عیب جزء عیوب داخلی است که بر اثر تنش کششی در طول این عملیات اتفاق میافتد. این عیب در حالت روزنرانی فشاری دور از انتظار است اتفاق بیافتد. وجود ناخالصی می تواند منشاء شروع ترک در داخل قطعه کار باشد.
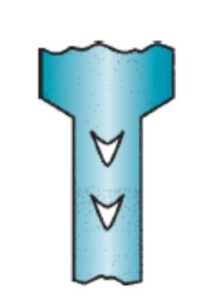
انفجار مرکزی در اکستروژن
- لولهای شدن: لولهای شدن یک نقص مرتبط با روش مستقیم است که به صورت تغییرشکل فرو رفته انتهای شمش اتفاق میافتد.
- ترکهای سطحی: این عیب معمولا در دماهای بالا اتفاق میافتد و زمانی که سرعت فرآیند اکسترود خیلی بالا باشد، میتواند منجر به پدید آمدن این عیب شود که ناشی از نرخ کرنش بالا و تولید گرماست. از دیگر فاکتورهای موثر بر پدید آمدن این عیب، سایش بالا و سرعت سرد کردن از دمای بالای روزنرانی گرم میتوان اشاره نمود.

فورج یکی دیگر از روشهای شکل دهی فلزات است که در مقاله فورج چیست این روش مورد بررسی قرار گرفته است.
